-
充油电缆漏油的处理方法线缆基础知识 2020-07-03
电缆漏油,如油压降到零以后,电缆及终端头将产生气隙,吸入空气和潮气,电缆绝 缘将受到严重影响,因此电缆漏油后要及时进行处理。
发现电缆漏油后要密切监视油压,如油压降低接近最低允许值时,应另接压力箱向 电缆补充油压,同时对铅套漏油部位进行处理,如电缆漏油造成失压进气,对铅套处理 后,尚应按失压进气的处理方法对电缆绝缘进行处理。
电缆漏油的处理方法各施工单位和电厂已积累了不少经验,主要有以下的方法。
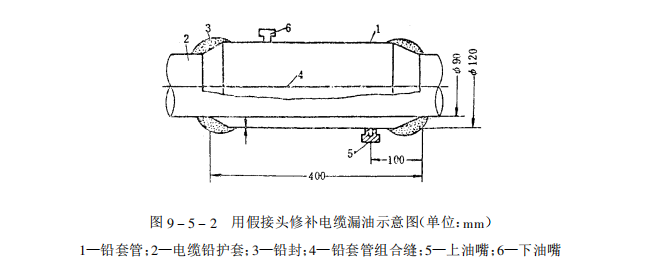
对漏油量较大的电缆,处理时应在漏油段铅护套外加铅套管,采用假接头的处理方法,即用废电缆铅护套制成上下两半的铅套管,其长度为300~400mm,内径要比电缆铅护套外径大20mm左右,以防焊接铅套管两半组合缝时烧坏电缆铅护套。铅套管两端过渡成锥型,与电缆铅护套相接。其上下部各设-油嘴,当船套管两端与铅护套铅封时,上下油嘴接.上管子,一方面使电缆油自铅套管下部经管子引至集油器,另一方面经上油嘴管子把油挥发气体排至远离火焰区。这些措施是为了防止油流入铅封区,以保证焊接质量和安全防火。焊接采用喷灯,先焊铅套管两个组合缝,然后将铅套管转至上下油嘴分别在最高和最低位置,进行两端搪铅焊接,如图9-5-2所示。焊前必须将焊区油迹擦净,焊完冷却后,开压力箱用电缆油冲洗铅套管内部,后用堵头螺帽堵住下油嘴。上油嘴待溢出一定油量后将其封堵,最后可将油嘴铅封。如工地没有废电缆护铅套,可用2mm厚的紫铜板制成铜套管,两半组合缝采用银焊,两端与铅护套连接处采用铅封,其它方法与铅套管相同。
铅护套小量漏油时,可将漏油处的油迹擦净后铅封,然后边涂环氧树脂,边绕包无碱玻璃丝带数层加固。
铅护套微量漏抽时可将漏油处的铅护套擦净后用涂好502胶的薄耐油橡胶板贴补,再边涂环氧树脂边绕包无碱玻璃丝带数层加固。
高落差电缆铅护套漏油用上述方法处理有困难时,可采用冷冻法将电缆局部冷冻后再进行铅套或用502胶粘补。
关注“电缆宝”公众号
免费获取采购、招标、现货、价格最新信息

采购招标 | 现货市场 | 厂商报价