-
电缆的铝护套的封铅常用的方法线缆基础知识 2020-07-10
1.刮擦搪锡钎焊
首先将焊接处和焊条表面用刮刀或小锯条刮掉其氧化层,然后在铝包表面加上一层锌锡合金底料,再用上述的触铅法进行搪铅。有时也采用中间接头一铅手 套连接钎焊。
2.低温反应钎焊
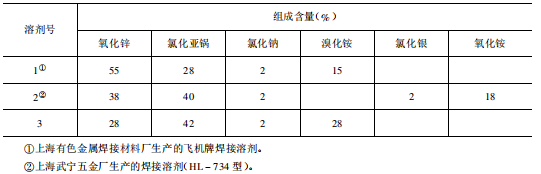
准备工作同铅护套施工工艺相同。首先应清除铝包表面的油污,用细钢丝刷沿纵向将铝护套表面刷亮,用喷灯沿铝护套表面均匀加热约1~2min,铝护套表面温度约为145~160℃(可用腊笔状焊剂擦拭加热铝表面,如焊剂熔化,呈现一层薄薄的胶水状为准)时,将反应溶剂(配方如表所示)涂在铝包表面上,反应溶剂熔融成淡黄色胶水状,并均匀流布于铝护套表面,再继续加热至溶剂起泡,并冒出白烟,直至铝护套表面呈现出一层灰白色的分布均匀的残渣(如白纸灰烬)为止。此时,移去喷灯用干净抹布或棉纱头擦去残渣,露出发亮的金属涂层,然后在合金镀层上涂一层锌锡合金底料,最后按铅护套工艺施工钎焊。
关注“电缆宝”公众号
免费获取采购、招标、现货、价格最新信息

采购招标 | 现货市场 | 厂商报价