-
电缆导体的压接工艺要点线缆工艺技术 2020-06-30
为使导体压缩连接能够形成良好的导电通路,具有足够的机械强度,并保持性能稳定,压接过程中应注意以下几点。
(1 )压接前要检查核对连接金具和压模,必须与电缆导体标称截面、导体结构种类(紧压或非紧压)相符。
(2)应清除导体表面油污,铝导体要用钢丝刷除去表面氧化膜,使导体表面出现金属光泽。
(3)导体经圆整后插入连接管或接线端子,插入长度必须充足。
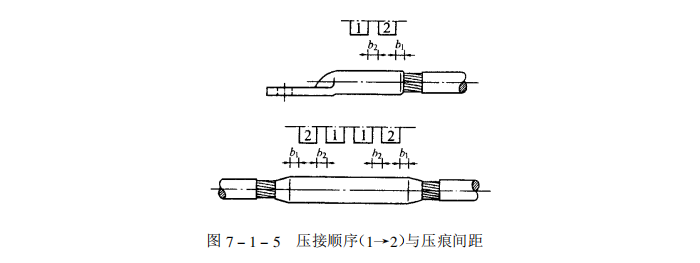
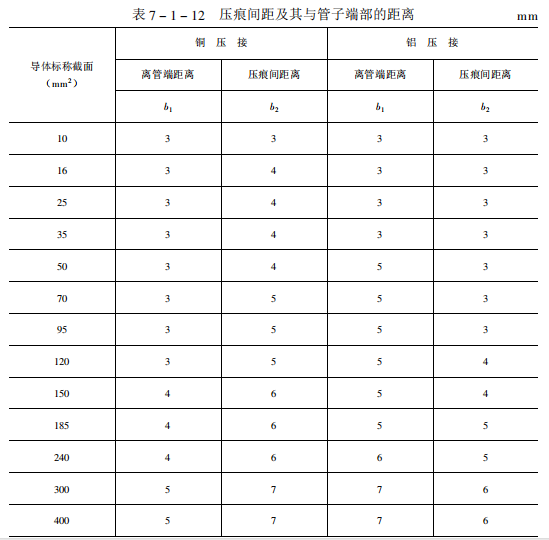
(4)压接顺序应按图7-1-5的规定。每道压痕间距及其与端部的距离应符合表7-1- 12。在压接部位,围压形成的边应在一个平面上,点压的压坑中心线应成一条直线。
(5 )当压模合拢到位后,时间应停留10~ 15s, 使压接部位金属塑性变形达到基本稳定后,才能松模。
(6)压接后,压接部位表面应光滑,不应有裂纹或毛刺,边缘处不得有尖端。点压的压坑深度应与阳模的压入部位高度一致,坑底应平坦无裂纹。
关注“电缆宝”公众号
免费获取采购、招标、现货、价格最新信息

采购招标 | 现货市场 | 厂商报价